5. РЕКОНСТРУКЦИЯ И МОДЕРНИЗАЦИЯ ГАЗООЧИСТНОГО ОБОРУДОВАНИЯ
В настоящее время продолжают эксплуатироваться аппараты, пущенные в эксплуатацию более 20 лет, а ряд из них отработал до 50 лет. Из-за большой стоимости строительства новых установок иногда достаточно осуществить реконструкцию газоочистного оборудования и получить при этом требуемый эффект по пылегазовым выбросам. При реконструкции существующих аппаратов холдинг «Кондор Эко – СФ НИИОГАЗ» предлагает решать вопросы в следующей последовательности:
– Предложить малозатратные технологии по реконструкции.
– Выполнить технико-коммерческое обоснование для принятия решения по реконструкции.
– Разработать документацию по реконструкции электрофильтра. При необходимости оценивать состояние корпуса и опорных конструкций.
– Изготовить и поставить оборудование.
– Демонтировать существующее и смонтировать новое оборудование.
– Осуществить шефмонтажные и пусконаладочные работы.
РЕКОНСТРУКЦИЯ ЭЛЕКТРОФИЛЬТРОВ
В хронологическом порядке разработку и применение электрофильтров общепромышленного назначения можно распределить в следующей последовательности: до 1970 г . – электрофильтры ДГП, ДГПН, ПГД, ПГДС; до 1980 г . – электрофильтры УГ, ЭГ; с 1981 г . – электрофильтры ЭГА; с 1990 г . – электрофильтры ЭГБМ. В настоящее время около 80 % пылеулавливающих установок России снабжено этими аппаратами. Разработка последующих аппаратов основывается на общемировых тенденциях по усовершенствованию конструкций: увеличение ширины профиля осадительного электрода; обеспечение коронирующих элементов фиксированными точками коронирования; повышение динамических характеристик электродных систем для обеспечения минимальных затрат энергии для удаления пыли с электродов; компактные и надежные привода встряхивания; постоянное усовершенствование систем управления для высоковольтных преобразовательных агрегатов, механизмов встряхивания электродных систем и др.
Реконструкция электрофильтров осуществляется в том же корпусе путем замены внутреннего механического оборудования или его составных частей на новое, более совершенные по техническим характеристикам конструкции. Для существенного повышения эффективности очистки (снижения выбросов более чем в 5 раз) необходимо наращивание высоты корпуса для размещения соответствующих по габаритам электродных систем или использование компоновочного варианта с использованием межпольного промежутка и реконструированием верхней части корпуса при переносе в эту часть рам подвеса коронирующих электродов и их молотковых валов. Для повышения эффективности действующих электрофильтров иногда достаточно осуществить замену отдельных сборочных единиц и систем управления на оборудование с повышенными техническими характеристиками.
ЗАПАСНЫЕ ЧАСТИ К ЭЛЕКТРОФИЛЬТРАМ
Необходимость поставки запасных частей к электрофильтрам определяется состоянием механического оборудования после продолжительной эксплуатации. При работе сборочных единиц и деталей имеют место разрушения от ударного воздействия, повреждения от износа и коррозии, т.е. от сложных физических процессов. В связи с этим при заказе запасных частей надо иметь в виду следующие моменты:
– Анализ состояния конструкций с составлением комплектовочной ведомости должен выполняться квалифицированными специалистами.
– Изготовление запасных частей следует осуществлять только по чертежам разработчика (изготовителя) или по чертежам Заказчика, согласованным с разработчиком электрофильтра. Изготовление должно выполняться на подконтрольных разработчику специализированных предприятиях. Только при этом может быть обеспечена качественная поставка и исключены вопросы, связанные с интеллектуальной собственностью на продукцию. Применимость модернизированных сборочных единиц и деталей в качестве запасных частей определяет разработчик оборудования.
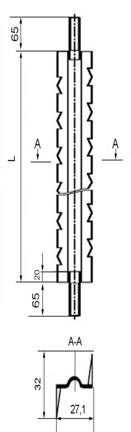
Коронирующий элемент типа СФ-1 применяется взамен ленточно-игольчатого элемента с загнутыми краями профиля элемента и выштампованными иглами в средней части, а также взамен ленточно-трубчатых элементов с плоским профилем и иглами по торцу профиля.
Изготовляется на автоматизированной линии холодного профилирования ЛА 123. При изготовлении образуются: острые иглы, жесткая средняя часть профиля и дополнительные точки коронирования.
Техническая возможность получения при изготовлении острых игл в сочетании с жесткостью профиля элемента позволяет:
– Снизить напряжение зажигания короны в 1,5–2 раза, что приводит к увеличению тока короны и, соответственно, к возрастанию мощности коронного разряда, как следствие – к снижению выбросов до 3-х раз.
– Увеличить ток короны за счет образования дополнительно фиксированных точек коронирования.
– Форма профиля коронирующего элемента СФ-1 (см. разрез А–А) позволяет в более широком диапазоне регулировать пробивной промежуток. Это обстоятельство особенно важно при реконструкции электродных систем с различными межэлектродными промежутками, но с применением одного типа коронирующего элемента (тип СФ-1).
– Обеспечить жесткость профиля до уровня, достаточного для фиксации элемента в раме коронирующего электрода и получении при ударных воздействиях требуемых динамических ускорений для отряхивания пыли. При этом натяжка элементов необходима лишь для центровки в плоскости электрода.
L – длина элемента от 1986 до 3049 мм
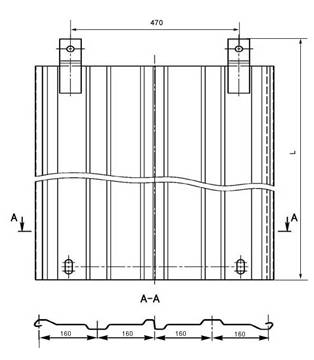
Техническая характеристика осадительного элемента Эко МК 4 х 160
Осадительный элемент типа Эко МК 4 х 160 применяется взамен элементов типа СЧС-640 в электрофильтрах ЭГА, ЭГБМ, ЭГВ, а также при реконструкциях электрофильтров ДГПН, ДГП, ПГД, ПГДС, УГ, ЭГ.
Осадительный элемент типа Эко МК 4 х 160 изготовляется на автоматической линии холодного профилирования ЛА 65. Отклонения размеров от прямолинейности и плоскостности – не более 3 мм на длине 18 метров. Техническая возможность обеспечения минимальных отклонений позволяет:
– Повысить качество сборки и сократить время монтажа осадительных электродов.
– Уменьшить вторичный унос при встряхивании и улучшить электрический режим очистки, обеспечить центровку осадительных электродов.
– Уменьшить низкочастотные колебания от ударных воздействий и повысить динамические ускорения для обеспечения отряхивания элементов от пыли и снижения вероятности образования не отряхиваемых отложений.
– Применять электрофильтры с высотой электродных
систем до 18 метров, что позволяет решать проблему стесненных условий при строительстве газоочистной установки.
L – длина элемента от 4000 до 18000 мм
РЕКОНСТРУКЦИЯ СИСТЕМ УПРАВЛЕНИЯ И АГРЕГАТОВ ПИТАНИЯ
Работа аппаратов электрогазоочистки зависит от того, насколько эффективно организована система электропитания и управления. В электрофильтрах общепромышленного назначения используются, как правило, системы управления и регулирования агрегатами питания, механизмами встряхивания, температурным режимом нагревателей и комплексно всеми исполнительными устройствами.
Регуляторы агрегатов питания прошли путь от магнитных усилителей (агрегаты типа АФА, АФАС, АИФ, АУФ) до тиристорных (симисторных) регуляторов типа АТФ, АТПОМ, ОПМД, ОПМДА, АПТД; устройства регулирования – от релейно-транзисторных устройств до микропроцессорных (типа БУЭФ).
Устройства управления периодическим режимом работы механизмов встряхивания начинались с электромеханических устройств (типа КЭП), а в настоящее время представляют собой небольшой промышленный контроллер с исполнительным механизмом на базе реле, тиристоров либо транзисторов (типа Elex ).
Наибольшие потери в эффективности очистки газов при отлаженном механическом оборудовании получаются в тех случаях, когда устройство регулирования агрегата питания работает в ручном режиме регулирования, а механизмы встряхивания электродов – в непрерывном режиме работы. В этих случаях можно достичь существенного снижения выбросов за счет применения автоматических регуляторов, алгоритм которых может быть настроен на оптимальный режим работы на стадии заводской наладки по исходным данным Заказчика, либо при технологической наладке непосредственно на промышленном объекте.
Микропроцессорные системы управления типа БУЭФ совместимы со всеми отечественными агрегатами, имеющими тиристорный или симисторный регуляторы, т.е. АТФ, АТПОМ, ОПМД, ОПМДА. АПТД.
При замене систем управления и регулирования определяется режим работы агрегатов питания по полям, т.к. концентрация пыли, дисперсный состав пыли, скорость запыления электродов по ходу газа меняется. В зависимости от удельного электрического сопротивления пыли устанавливается скорость отряхивания электродов в каждом поле с необходимым режимом электропитания на период отряхивания. Такая возможность может быть осуществлена только с помощью регулируемого частотного преобразователя привода механизма встряхивания и микропроцессорной системы управления. На заключительной стадии реконструкции может быть внедрено комплексное управление всеми исполнительными механизмами – нагревателями, механизмами встряхивания, пылеудаления, источниками питания средствами программной системы верхнего уровня.
РЕКОНСТРУКЦИЯ РУКАВНЫХ ФИЛЬТРОВ
Начиная с 70-х годов прошлого столетия, в СССР в различных отраслях промышленности широко стали применяться рукавные фильтры с односторонней и двухсторонней импульсной продувкой типа ФРКИ, ФРКДН производства ПО «Газоочистка». Значительная часть находящихся длительное время в эксплуатации фильтров являются физически и морально устаревшими. Реконструкция существующих газопылеулавливающих установок ведется, как правило, в направлении замены старых фильтров на более современные.
В ряде случаев экономически целесообразно произвести реконструкцию имеющегося в эксплуатации рукавного фильтра, используя для этого последние достижения в развитии и совершенствовании современных конструкций рукавных фильтров и сохрнив требования по пылегазовым выбросам и уровню обслуживания фильтра. Для повышения эффективности действующих рукавных фильтров достаточно осуществить замену отдельных сборочных единиц (узлов) и систему управления регенерацией на оборудование с повышенными техническими характеристиками.
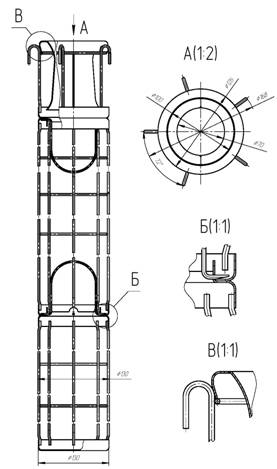
На рисунке представлен унифицированный жесткий каркас в сборе для рукавных фильтров с импульсной продувкой, предлагаемый для реконструкции фильтров, который не требует жесткого крепления к рукавной плите с помощью шпилек, гаек и накладок, а опирается на рукавную плиту своими крючками. Рукав при этом предварительно устанавливается в отверстие рукавной плиты и герметизируется за счет вшитого пружинного кольца. Демонтаж фильтроэлементов ведется в последовательности:
– освобождается скоба верхней части каркаса (оголовка);
– снимается оголовок;
– отсоединяют рукав от плиты, снимая стальное кольцо в верхней части рукава;
– вынимается каркас с рукавом одновременно, при необходимости составные части каркаса разъединяют, освобождая скобы на стыках (это делается при ограниченной высоте над фильтром).
Может быть проведена реконструкция рукавных фильтров типа ФВК, ФР, РФГ, СМЦ и др., имеющих обратную продувку, на вариант с импульсной продувкой.
Подобные работы холдинг «Кондор Эко – СФ НИИОГАЗ» проводил на ряде предприятий в производстве стройматериалов и в химической промышленности.
ПОСТАВКА И ЗАМЕНА ФИЛЬТРОВАЛЬНЫХ РУКАВОВ
Как уже отмечалось, наша технология производства фильтровальных рукавов основана на научно-исследовательских и опытно-конструкторских работах Семибратовского филиала НИИОГАЗ, где был создан единственный в стране «Атлас фильтровальных материалов» с детальным указанием всех параметров, необходимых для правильного выбора фильтроматериала для конкретных условий эксплуатации. Фильтровальные рукава изготовляются из тканей и иглопробивных полотен как отечественного, так и зарубежного производства из волокон пропилена, нитрона, полиэфира (лавсана), т-аримидов, полифенилсульфида и др. Партнерами холдинга, поставляющими фильтровальные материалы, являются известные зарубежные фирмы BWF, Albarie, ТООМ-ТЕХТIL, TTL, качество продукции которых проверено рынком и временем.
П оставщиком фильтроматериалов фирмы TTL (Германия) является ООО «Деса». Фирма TTL – один из лучших производителей фильтровальных полотен в Европе.
Нетканые фильтрованные полотна представляют собой плотный войлок из синтетических волокон, изготовленный иглопробивным способом. Фильтровальные полотна набиваются на тканом каркасе, что обеспечивает высокие прочностные свойства фильтроматериала. Поверхностная плотность фильтровальных полотен в пределах 200-900 г/м2, основной диапазон 350-600 г/м2.
Область рабочих температур фильтровального полотна определяется свойствами синтетического волокна: полипропилен (до 100° С), кополимер полиакрилнитрила и гомополимер полиакрилнитрила (до 125° С), полиэстер (до 150° С), мета-арамид (180° С), полифенилсульфид (190° С), арселон (200° С– 250° С), полиамид (Р84) (240° С), политетрафлуорэтилен (ПТФЕ) (260° С). Конструкции фильтровальных полотен включают специальные пропитки полотен, обработки и полив поверхностей, а также дополнительные волокна (например, электропроводящие).
В сложных случаях ООО «Деса» поставляет фильтровальные полотна фирмы TTL, специально сконструированные под конкретного заказчика, выполняются д ополнительные обработки и отделки, чтобы приспособить иглопробивное полотно к конкретным эксплуатационным режимам установки фильтрации. При этом могут рассматриваться возможности предоставления гарантий.
 Начиная с 70-х годов прошлого столетия, в СССР в различных отраслях промышленности широко стали применяться рукавные фильтры с односторонней и двухсторонней импульсной продувкой типа ФРКИ, ФРКДН производства ПО «Газоочистка». Значительная часть находящихся длительное время в эксплуатации фильтров являются физически и морально устаревшими. Реконструкция существующих газопылеулавливающих установок ведется, как правило, в направлении замены старых фильтров на более современные.
Начиная с 70-х годов прошлого столетия, в СССР в различных отраслях промышленности широко стали применяться рукавные фильтры с односторонней и двухсторонней импульсной продувкой типа ФРКИ, ФРКДН производства ПО «Газоочистка». Значительная часть находящихся длительное время в эксплуатации фильтров являются физически и морально устаревшими. Реконструкция существующих газопылеулавливающих установок ведется, как правило, в направлении замены старых фильтров на более современные.